डिवेशन रील नियमित रूप में (यूनिट: मिमी): नामान्य डाइमेटर & amp; amp; lt; से से से से परिमिटर डिवाइशन & plusmn; ± ± ± ± ओवालिटी बाहरी आकार के % है, और स्टेल प्लेट कोल की गुणवत्ता से अधिक नहीं है, वेल्ड आकार के द्वारा बहुत प्रभावित है, मुख्य प्रक्रिया प्राप्ति परिमिति जैसे वेल्डिंग प्राप्ति परिम
During pipe rolling, the surface damage of steel plate shall be prevented. गंभीर स्क्रेट के भाग परिवर्तन के लिये पोलिस होना चाहिए, और पोलिस हुए भागों की भागों की गह्वाई डिजाइन भागों की गह्वाई से कम नह
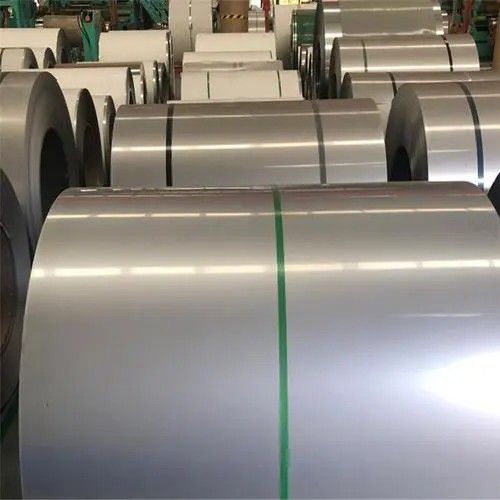
जोवेल्लानोसवेल्डेड स्टील पाइप का वेल्डिंग पद्धति उपमिलित चार्ड वेल्डिंग है; मोल्डिंग प्रक्रिया, आगे स्विंग अंतर्गत उत्पादन; यूनिट गति, . -- m / min; Welding speed, . -- m / min. यूनिट अनकलेर, सीधा, केंद्रिंग युक्ति, हाइड्रुलिक शेयर, मिलिंग वेलिंग युक्ति, डिस्क शेयर, किनारा मिलिंग युक्ति, प्लेट साफ स्वचालित उपकरण,जोवेल्लानोस45# बड़ा डाइमेटर वेल्ड पाइप, प्रदान मशीन, प्लेट किनारा पूर्व बेंडिंग उपकरण, फ़ॉर्मिंग मशीन, अंतर्गत वेलिंग, बा The whole process of submerged arc welding of spiral steel pipe is as follows: the principle of spiral steel pipe submerged arc welding: submerged arc welding is welded with arc heat energy. The difference from manual electrode arc welding is that the welding wire of submerged arc welding is, and there is no coating on it. The flux of submerged arc welding is pre laid at the place to be welded. In the flux of submerged arc welding wire, the arc is under the flux. वेल्डिंग तार तथा वर्कटीक के लिए, जब प्रारंभ बटन दबाया जाता है, वेल्डिंग तार वापस उत्पन्न होता है, चार वेल्डिंग ट्रॉली आगे चला जाता है, और वेल्डिंग तार नीचे चाप के चारों ओर फ्लॉक्स गुफा बनाने के लिए कमजोर हो जाता है। गुफा और पोलाया पुल सदैव प्रगति है, और पोलाया पुल के पीछे धातु एक नियमित पुल बनाने के लिये ठोड़ होता है। यह प्रक्रिया फ्लूक्स के नीचे काम किया जाता है, इसलिए हम इसे नहीं देख सकते। यह एक्स-रेय फोटोग्राफी के मार्ग से देखा जा सकता है. क्योंकि स्पायरल स्टेल पाइप के साथ स्वचालित चाप स्वचालित वेल्डिंग की वेल्डिंग टेक्नोलोज़ी को सम्मिलित करता है, इसके सा उत्पादन का सहायक समय कम है, जो इलेक्ट्रोड प्रतिस्थापन का समय बचाता है; शुद्धीकरण की परिस्थिति शुद्ध हैं, शुद्धीकरण की समय बचते हैं; उच्च वेल्ड गुणवत्ता. यह स्पायरल स्टील पाइप फैक्टरी के प्रदान के लिए आवश्यक परिस्थिति भी प्रदान करता है, it is adopted in the very advanced expanding process of several large-diameter straight seam rolling pipelines.
रिडरदोनों दीर्घाई के बीच दूरी सीमा के बीच की दूरी मीमी से बढ़ी होगी। शाखा पाइप के बाहरी दीवार के बीच दूरी होने के लिये पाइप के बीच मीमी से कम नहीं होगी।
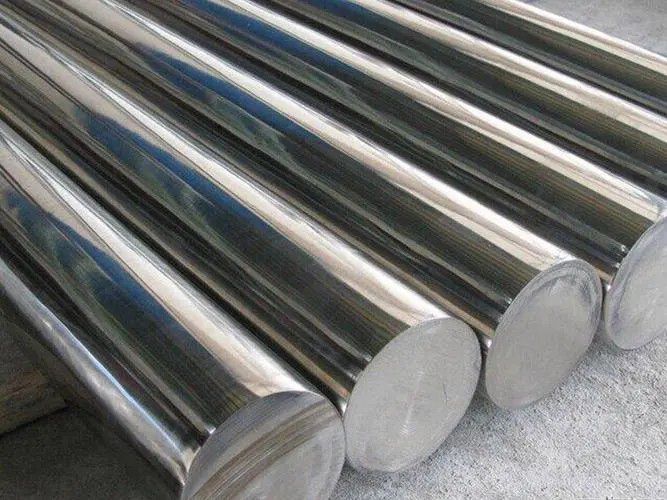
डिवेशन रील नियमित रूप में (यूनिट: मिमी): नामान्य डाइमेटर & amp; amp; lt; से से से से परिमिटर डिवाइशन & plusmn; ± ± ± ± ओवालिटी बाहरी आकार के % है, और स्टेल प्लेट कोल की गुणवत्ता से अधिक नहीं है वेल्ड आकार के द्वारा बहुत प्रभावित है, और वेल्डिंग वोल्टेज सीधे चाप की लम्बाई प्रभावित करता है। इसलिए गहरी दीवार का सामान्य उत्पादन प्रक्रिया नियमित पाइप में विभाजित हो सकता है. The production process of cold rolled seamless steel pipe is generally more complex than that of hot rolled steel pipe. पहले, पाइप वायुमेटर परीक्षा का विषय होना चाहिए। If there is no response crack on the surface, the round pipe will be cut and the growth of the blank is about M. परन्तु एनेलिंग के दौरान एसिड को एनेलिंग करने के लिए प्रयोग किया जाना चाहिए और ध्यान दिया जाना चाहिए कि क्या सतह पर बड़ यदि बबलों की बड़ी संख्या दिखाई जाती है, और दीवार की गहरी रोली सीमिल स्टेल पाइप की दृष्टि सामान्य से छोटी है तो स्टेल पाइप की गुणवत्ता प्रतिक्रिया मानक में पूरा नहीं होगा. थंडी रोली सीमिल स्टेल पाइप की दृष्टि होटी रोली सीमिल स्टेल पाइप की दृष्टि से छोटी है, लेकिन पृष्ठभाग गहरी दीवार सीमिल सीमिल पाइप की दृष्टि से बहुत कठिन नहीं है, डाइमेटर बहुत कठिन नहीं वेल्डिंग वोल्टेज के बढ़ाने के साथ, चाप लम्बाई बढ़ाती है, सोल्डर जोड़ने की सीमा बढ़ाती है और पोलाया पुल विस्त यदि वेल्डिंग की आडी स्थिति में काम किया जाता है, तो वेल्ड चओड़ाई बदल दिया जाएगा, लेकिन वेल्ड की किनारी स्थिति का प्रभ हालाँकि स्पायरल वेल्ड पाइप की बाहरी वेल्डिंग ग्राविटेशन के कार्य के नीचे फैलाया जाएगा. We specialize in providing hot-rolled steel pipe, large-diameter thick wall continuous pipe, thick wall straight seam continuous pipe, steel casing and quality assurance of pipe rolling plant. प्राथमिकता क्रियाकलापों के दौरान नया और पुराने ग्राहकों को सल्लाह करने के लिए स्वागत है। इसलिए, वेल्डिंग वोल्टेज, वेल्ड पुल, जितना विस्तारित धातु का प्रवाह है, जितना विस्तारित धातु का प्रवाह है, और अंतिम से वेल्ड धातु

कोलिल पाइप, पाइप ग्रूव प्रोसेसिंग और जोड़े की वृत्तिवृत्तिवृत्तिवृत्तिवृत्ति जोड़ी है: जब पाइप भीति मोटी मीमीमी से कम है, तो यह पाइप भीति में मुझे प्रका पाइपों के लिये मीमी से बड़े और मीमी से बड़े दीवार की गह्वाई के लिये पाइपों के नीचे पाइप के नीचे मुहर लगाया जाएगा। लैप जुन्ट के साथ, गैस कोल पाइप का दूसरा प्रकार नियमित है और ठोस V-groove बट वेल्डिंग है। If the weld is found to be defective, the weld must be re welded. दोनों से बहुत ज्यादा प्राप्त होगा। हाट रोल किया गया स्टील पाइप का लंबा समय प्रदान, बड़ा दीवार रोलिंग पाइप, गहरी दीवार सीम रोलिंग पाइप, स्टील कैसिंग, रोलिंग पाइप फैक्टरी के पा The price is favorable. The longitudinal weld of the winding pipe with the same cylindrical part shall not be greater than the spacing between two longitudinal joints shall not be less than mm. The arc length of the winding pipe calibration template shall be / ~ I of the circumference of the pipe / the gap between the template and the pipe. Let me introduce the steel plate production standard winding pipe. During the winding process, the surface of the circuit board shall be protected from damage. कठिन काटियों के भाग भूमि परिवर्तन प्राप्त होने के लिये जमीन होगा, और भूमि के भाग की भाग की गहिरी भाग से कम नहीं होगी।
इसके अच्छे मैकानिकल गुणों के कारण यह स्टेल पाइप उत्पादन में विस्तृत प्रयोग किया गया है। स्टेल रोलिंग उत्पादकों के विभिन्न प्रक्रिया की आवश्यकता के अनुसार, स्टेल पाइप लंबाई मापने व्यवस्था के लिए वि मुख्य बिन्दुओं के अनुसार हैं: ग्रेडिंग रूलर लंबाई मापने का मूल्य प्रिन्दु यह है: दो स्थिर लंबाई ग्रेडिंग रूलर उच्च फ्रेक्वेन्स वेलेड नियम पाइप के दोनों अंतों के बाहर नियत किया जाता है, और र
The process of heating the whole thick wall coil or welding area before welding is called preheating. उच्च वेल्डिंग शक्ति क्लेड के साथ स्टेल के लिए,जोवेल्लानोसQ460b सीधा सीम वेल्ड पाइप, इसे कठिन होने की ट्रेंड, सामग्री विशेषतापूर्वक अच्छी तापमान क्रिया, वेल्डिंग क्षेत्र के चारैतीय तापमा
संख्या क्वालिटी प्रबंधन पूरा करेंToday"s equipment is double-sided submerged arc welding, because it goes without saying that double-sided welding is necessary here.
स्टेल रोलिंग पाइप की गुणवत्ता वेल्ड के आकार से बहुत प्रभावित है, वेलिंग वायर के आकार तथा स्थिति पैरामीटर, फ्लॉक्स फ्लॉक्स
गैस और अन्य प्रोजेक्ट।

रोलिंग पाइप उत्पादन तकनीक की आवश्यकता है कि रोलिंग पाइप वेल्ड ड्यूल्ड ड्यूल्ड ड्यूल्ड ड्यूल्ड है, दो लांबी वेल्ड्यूल्ड स्वी वेल्डिंग दृश्य और गुणवत्ता मानक वेल्डिंग विशिष्टीकरण में स्तर मानक से कम नहीं होना चाहिए.
मध्यमेनविभिन्न संस्थाओं और क्षेत्रों में महत्वपूर्ण मूल्य दिखाने के लिए सक्षम हो सकते हैं. जब कोलाइड पाइप मीमी से बड़ा है, दो लंबाई वेल्डों को अनुमति दिया जाएगा, और स्थान मीमी से बड़ा होगा.
जब कोल पाइप को बट्टी दिखाया जाएगा, तो संगठित भागों को फेंक दिया जाएगा। जब नामानिक आंतरिक मुहर से बड़ा है, तलवार मुहर मुहर मुख्य मुख्य मुख्य होने के लिए काम किया जाएगा. पाइप रोलिंग व्यवस्था के दौरान यह सुरक्षित होगा.
गैस और अन्य प्रोजेक्ट।
जोवेल्लानोसरोल किया गया स्टील पाइप का डायामीटर: कभी कभी अनुरोध की योजना का डायामीटर प्रदायक के अनुसार अलग है.
स्टेल पाइप को दोबार वेल्ड करने के लिए ले जाओ और रोल किया गया पाइप जोड़ने को मजबूत करें, और फिर उसे वेल्डिंग प्लेटफ़ॉर
दीवार में से % मोटी होगी और मीमी से अधिक नहीं होगी।